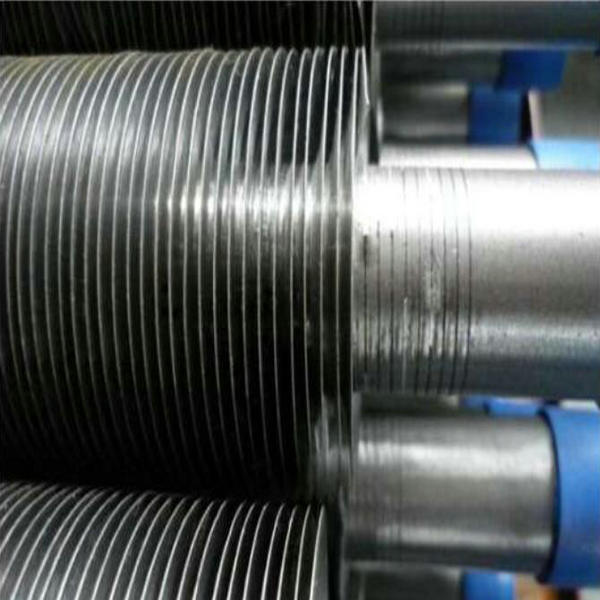
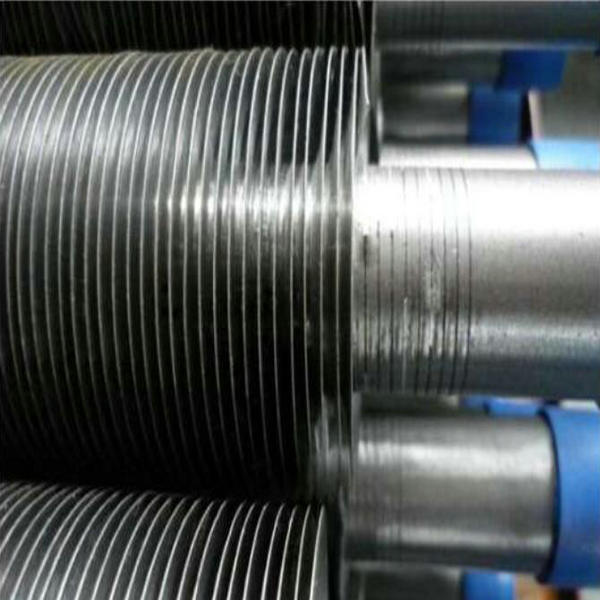
જી ટાઈપની એમ્બેડેડ સર્પાકાર ફિન્ડ ટ્યુબને સ્ટીલની પાઈપ અને સર્પાકાર ગ્રુવની ઊંડાઈમાં ચોક્કસ પહોળાઈથી પ્રોસેસ કરવામાં આવે છે, ત્યારબાદ સાધનો દ્વારા સ્ટીલની પાઈપ પર રિબનને જડવામાં આવે છે.વિન્ડિંગ પ્રક્રિયામાં, ચોક્કસ હદ સુધી પૂર્વ-કડક બળ તરીકે જેથી સ્ટ્રીપ સર્પાકાર ગ્રુવમાં નિશ્ચિતપણે હશે, ખાતરી કરવા માટે કે સ્ટીલ બેન્ડ અને સ્ટીલ પાઇપ વચ્ચે ચોક્કસ સંપર્ક વિસ્તાર છે.લાઇટ ટ્યુબમાંથી સ્ટ્રીપ સ્પ્રિંગ પડતા અટકાવવા માટે, સ્ટીલ સ્ટ્રીપના બે છેડાને સ્ટીલ પાઇપ પર વેલ્ડ કરવાની જરૂર છે.સરળતાથી સેટ કરવા માટે, સ્ટીલ બેલ્ટ અને સર્પાકાર ગ્રુવ વચ્ચે ચોક્કસ ક્લિયરન્સ હોવું જોઈએ.જો ક્લિયરન્સ ખૂબ નાનું હોય તો સેટિંગ પ્રક્રિયા સરળતાથી આગળ વધવી મુશ્કેલ બનશે.વધુમાં, વિન્ડિંગનો સ્ટીલ પટ્ટો હંમેશા ચોક્કસ માત્રામાં રિબાઉન્ડ હશે, જેના કારણે તે સ્ટીલના પટ્ટા અને સર્પાકાર ગ્રુવ બોટમ વચ્ચે ખૂબ જ સારી રીતે જોડાઈ શકતું નથી.જડેલા ફિન્સ સામાન્ય સાધનો પર હાથ ધરવામાં આવી શકે છે, અને તેની કિંમત ઓછી છે.યુનાઇટેડ સ્ટેટ્સમાં મેસેલરોય કંપનીઓ જે કંપનીમાં મેં અદ્યતન ઉત્પાદન સાધનસામગ્રીનો ઉપયોગ કર્યો છે, સ્લોટિંગ એમ્બેડિંગ ટેક્નોલોજી અદ્યતન છે, સ્થિર, એમ્બેડેડ અને પેઢીથી, 70 n કરતાં ઓછી ન હોય તેવા બળથી ખેંચાય છે, સ્વીકાર્ય તાપમાન 400 સુધી પહોંચી શકે છે.℃,તાપમાન પ્રતિકાર અને થર્મલ શોકની મજબૂત ક્ષમતા ધરાવે છે, જે પેટ્રોકેમિકલ એર કૂલરમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.